
Home > Tips and Facts > 10 Rules for Good Casting > Rule 5
Rule 5. Avoid Core Blows
Gases from cores or even occasionally from parts of the mold should not be allowed to penetrate the liquid metal. Core or mold blows cause a rather different type of defect than the entrained air bubbles.
-
Cores should be demonstrated to be of sufficiently low gas content and/or adequately vented to prevent bubbles from core blows. (This demonstration might be carried out by a video recording of the filling of the mold without a cope, for instance.)
- No clay-based core or mold repair paste should be used unless demonstrated to be resistant to the creation of blow defects.
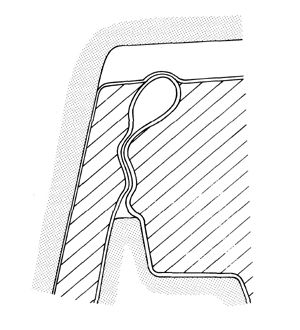
Below is a "core blow" - a trapped bubble containing core gases. Shown at the bottom of the illustration is a bubble trail, ending in an exfoliated dross defect as the result of a passage of copious volumes of core gas. [After Frawley et al. (1974)].
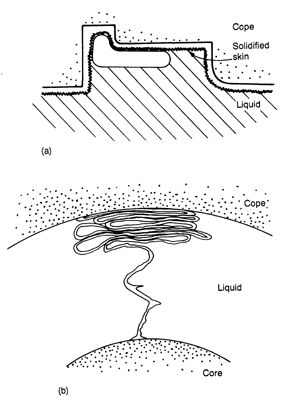
Illustrated below is the detachment of a bubble from the top of a core, bequeathing a bubble trail as a permanent legacy of its journey. This bubble may be early enough to escape at the free surface of the rising metal.
Next: Rule 6. Avoid Shrinkage Damage >>
Previous: << Rule 4. Avoid Bubble Damage

If you would more information about Atlas Foundry Company and the Gray Iron Casting and other services we provide, please call us at (765) 662-2525, fill out our Information Request Form , or email Sales.